

Il y a quelques années j'avais réalisé un premier prototype de CNC permettant de valider les cartes de contrôles électronique et d'aborder le sujet.
Le temps passe, la machine prenait la poussière, je repoussais constamment la mise à jour de celle-ci, rebuté par la complexité de mise en œuvre, le manque d'outillage.

Ces derniers temps par nécessité, je relance le projet pour tenter d'améliorer la machine et le pari cette fois est de la rendre plus fonctionnelle et un peu plus précise, toujours avec les moyens du bord et à un coût le plus faible possible.
Les cartes électroniques de puissances sont refaites sur des platines en époxy, les précédentes étant en bakélites. Ce qui me permet en même temps d'en améliorer la qualité et l'aspect.
Le typon des cartes de puissances reste le même, il provient de l'excellent site Otocoup utilisant le célèbre couple L297/L298, un peu ancien aujourd'hui mais qui fait bien son affaire.
Le schéma est celui donné sur le datasheet du fondeur, capable de piloter des moteurs bi-polaire 2A/phase max. les dissipateurs utilisés sur les L297 viennent d'alimentations PC H.S., associés à un ventilateur, les modules restent froids.

Alors que la première version fonctionnait à 19 volts pour l'alimentation des moteurs, celle-ci sera boostée à 32 volts, permettant ainsi aux moteurs de donner plus de couple, et vitesse.
Un ventilateur est ajouté sur chaque moteur afin de les garder froid y compris lors de longue séquences d'usinage.
Un ventilateur est ajouté sur chaque moteur afin de les garder froid y compris lors de longue séquences d'usinage.

La carte de commande parallèle, en revanche a été re-désignée complètement. Incluant connexions fin-de-course, entrée palpeur, sortie relais. Toujours basée sur le 74LS541, cette dernière permet de contrôler 4 cartes de puissances.
On peut utiliser avec cette carte de commande, n'importe quel type de circuit de puissance fonctionnant avec un DIR/STEP/+5v/GND.
La carte s'alimente en 12v que le régulateur convertira en 5v (dissipateur nécessaire)
Les éléments mécaniques de translations sont conservés, c'est à dire glissières de tiroirs et tiges filetées, juste le principe d'écrou avec anti-jeux qui a été re-travaillé à partir d'un fer étiré de 4 mm taraudé.
Le plus difficile dans la conception mécanique et l'assemblage de l'ensemble, est certainement l'alignement des rails et de la tige fileté afin d'éviter tout "point dur" lors de la translation des axes.
Bien qu'un soin particulier de la perpendicularité a été prise, un surfaçage du plateau support est nécessaire pour parfaire l'horizontalité sur toute la surface.
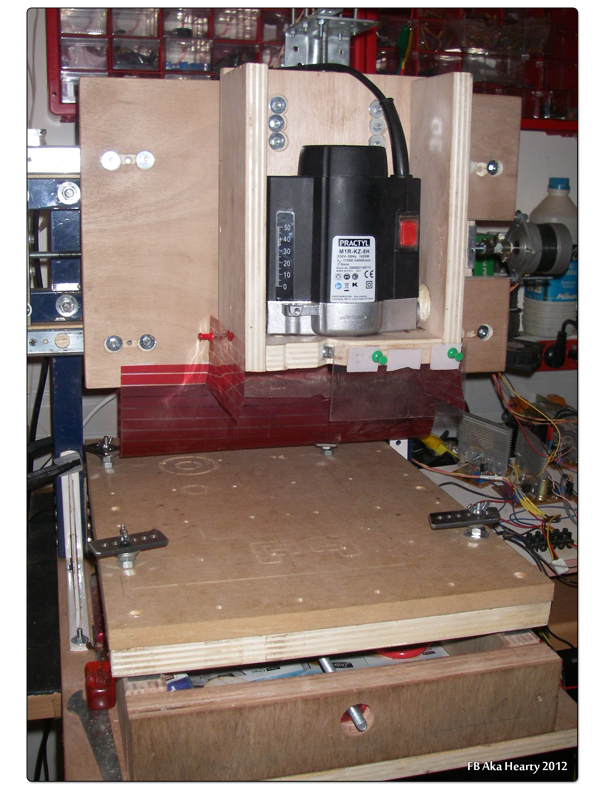
L'armature du portique faite de métal de section carré creux, est gardé, tout le reste est refait, à l'aide de contre-plaqué de différentes épaisseurs, allant de 12mm à 30mm permettant de concevoir un ensemble plus rigide et solide.
La CNC doit être capable d'usiner des matériaux tendres, tels que le bois, le plastique et éventuellement l'aluminium (très petites passes).
La surface et hauteur de travail ont également été revues sensiblement à la hausse. 440x320mm pour la surface et une hauteur max de 160mm.
En remplacement de la mini-perceuse, une défonceuse bas de gamme de moins de 30 euros fera office de broche, pour ce prix elle répond parfaitement à mes attentes et donnera de meilleurs résultats.
En remplacement de la mini-perceuse, une défonceuse bas de gamme de moins de 30 euros fera office de broche, pour ce prix elle répond parfaitement à mes attentes et donnera de meilleurs résultats.
J'ai également usiné un élément permettant de monter la mini-perceuse, cette dernière pouvant tourner à des vitesses plus basses. La défonceuse étant donnée pour 10 000tr/mn minimum, trop rapide pour certains plastiques, ce qui me permet d'avoir le choix en fonction de la matière à usiner.
La défonceuse utilise des queues de fraises de ⌀8 ou 6 avec l'adaptateur livré, j'ai donc commandé
un adaptateur ⌀6 > 3.17.
Les Fraises à queue de 3.17 étant plus courantes pour l'usinage de petites pièces, ou la gravure.
Également, quelques fraises 1, 2,3 et 4 dents, de différents diamètres.
Un ancien PC P4, en boitier shuttle, est dédié au pilotage de la machine.
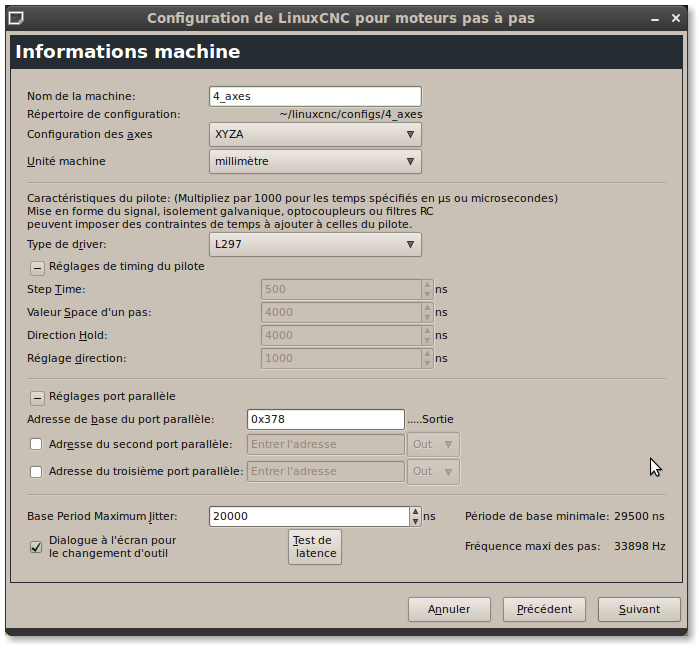
Le logiciel de contrôle est issu de l'open source, il s'agit du désormais célèbre LinuxCNC (ex EMC2) qui bien que simple d'utilisation et de configuration n'en reste pas moins adapté à une utilisation poussé de la machine. Bien entendu LinuxCNC est gratuit et fonctionne uniquement sous Linux.
L'image ISO de la distribution Ubuntu (Lucid) incluant LinuxCNC directement utilisable en
live CD ou à installer sur disque dur. Il ne reste donc qu'à paramétrer
le logiciel en fonction de l'électronique de commande, pour commencer
immédiatement à usiner.
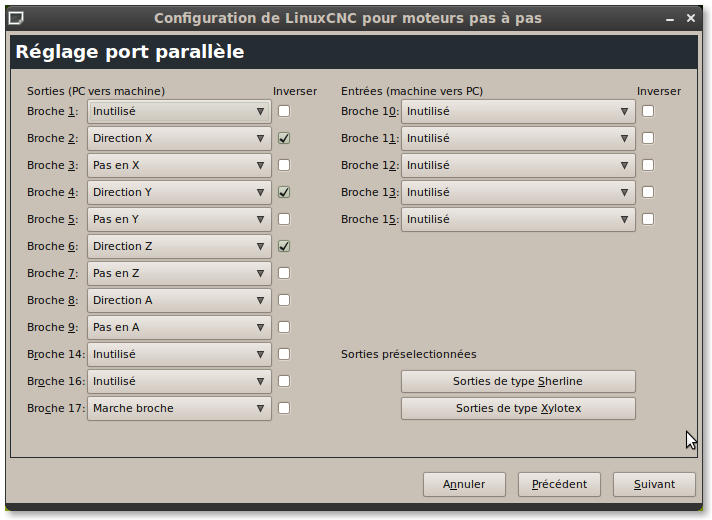
Configuration des broches du port parallèle de la carte de commande sous LinuxCNC.

La machine n'a pas la robustesse ou l'esthétique d'une belle CNC en Alu, mais pour le prix de revient de l'ensemble, et le résultat d'usinage pour mes projets amateurs, je suis satisfait pour le moment.
Les éléments permettant de réaliser les cartes électroniques sont fournis dans ce zip, qui comprend l'impression coté cuivre, sérigraphie, disposition des composants.
--==> ATTENTION <==--
Les circuits fonctionnent parfaitement, c'est un type de schéma classique, utilisé partout dans le monde depuis des années. Cependant,
la partie commande ne comporte pas de véritable isolation galvanique, ce qui
veut dire que l'ordinateur sur lequel elle sera branchée, en cas de
mauvaise manipulation, pourrait voir son circuit de port parallèle se
détériorer.
Aussi,
je ne serais en aucun cas responsable d'une mauvaise manipulation de
votre part qui engendrerait un quelconque dégât sur le PC.
Il est vivement conseillé de bien contrôler les circuits avant de connecter à un ordinateur, et de préférence, un vieil ordinateur, pour
ceux qui ne maitriseraient pas complètement le sujet.
On pourrait ajouter entre le port parallèle et le 74LS541 des
opto-coupleurs, ce qui protègerait le PC en cas de mauvaise manipulation sur
la platine. La taille et le prix ne seraient plus les mêmes, bien entendu. Il se peut également, que sur certains portables, le fonctionnement soit erratique, du à une sous-alimentation du port parallèle des portables.
Edit: La carte de commande incluse dans l'archive fournie est une mise à jour qui comprend une connexion permettant de piloter la tête chauffante du module d'extrusion RepStrap.
5 commentaires :
Bonjour,
je ne trouve pas le zip, qui doit pourtant être diablement intéressant !
Merci pour ce travail de partage.
Cordi@lement
Pascal
Bonjour,
En effet, je suis en train de procéder à un tri de mes fichiers afin d'éviter de mettre en ligne une mauvaise version du typon.
L'archive sera mise en ligne incessamment sous peu, peut-être ce week-end.
Merci pour l’intérêt porté,
à bientôt,
;)
Bonjour,
L'archive contenant les éléments permettant de réaliser la carte de commande et les cartes de puissances est mise en ligne.
Je rappelle juste par honnêteté intellectuelle, que le typon la carte de puissance est réalisée par l'auteur du lien indiqué sur l'article. sur le typon que je fournis j'ai simplement ajouté ma signature, ceci à l'origine étant destiné pour mon usage personnel.
Les indications de réglages et précautions à prendre concernant les cartes de puissances sont notés dans un fichier texte qu'il vous faut lire impérativement sous peine de griller le L298.
A noter que les broches "Sync" ne sont pas connectées entre elles, contrairement à ce qu'indique le Datasheet, cela provoque des incohérences et de troubles de chauffe.
Donc les circuits sont à brancher comme je l'ai indiqué sur le synoptique de l'article (3ieme visuel).
Tenez-moi informé de vos évolutions,
à bientôt.
;)
merci hearty
pouvez vous m'envoyer le plan de la machine ou qlq photos pour voir le système de guidage
autre chose les fichier dxf de l'exemple ( Arm et hexapode).
merci d'avance
cordialement
Bonjour,
je rassemble photos et fichiers et je vous fournis le lien dès que possible -je dois fouiller dans mes disques durs.
Merci de votre intérêt.
;)
Enregistrer un commentaire